Оволодіння мистецтвом сітки для пайки
Положення ефективної та надійної напівпровідникової упаковки не може бути завищене у світі, що швидко розвивається, виготовлення електронних пристроїв.Технологія масиву Ball Grid (BGA) постає як ідеальне рішення для задоволення зростаючих потреб сучасної електроніки для більш високої продуктивності та мініатюризації.Ця стаття копається в складних деталях технології BGA, вивчаючи її кінцеві компоненти, процеси та технічні проблеми, які він вирішує в напівпровідниковій упаковці.Від основної структури та переваг BGA перед традиційними системами на основі PIN, таких як квадроцикл до складних процесів пайки, огляду та переробки, дискурс пропонує всебічний аналіз.Каталог
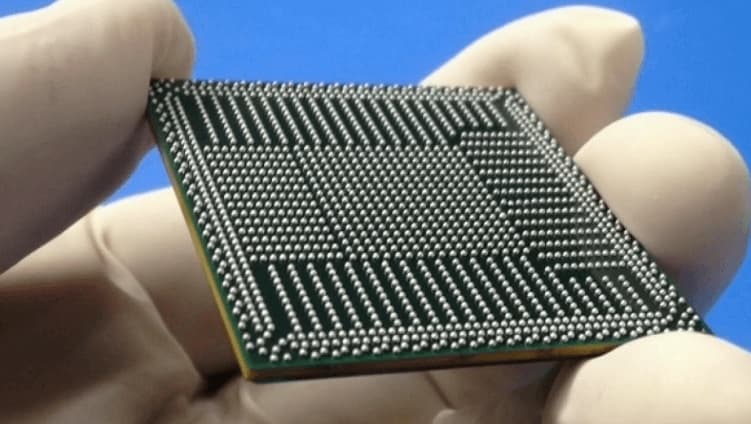
Рисунок 1: Масив кулькової сітки
Основи масиву кулькової сітки
Масив кульової сітки (BGA)-це сучасне рішення в напівпровідниковій упаковці, призначеному для подолання проблем старих методів на основі штифтів, таких як квадроцикл.Замість того, щоб використовувати крихкі шпильки, BGA покладається на безліч маленьких кульок припою.Ці кульки точно розміщені на нижній стороні пакету і мають на меті підключитися з відповідними мідними прокладками на друкованій платі (PCB).При нагріванні кулі припою тануть і закріплюють BGA до дошки, створюючи міцне та надійне з'єднання.
Формат BGA забезпечує кілька практичних переваг.По -перше, він спрощує макет друкованої плати, зменшуючи потребу в густо упакованих взаємозв'язках, необхідних попередніх систем упаковки.Цей більш ефективний макет робить BGA більш міцною і знижує ризик пошкодження під час поводження, на відміну від ніжних штифтів, виявлених у старих пакетах, які можуть легко згинатись або зламатися.
Крім того, BGA пропонує найкращі показники управління теплом та ефективність електричної ефективності.Короткий прямий зв’язок між BGA та друкованою друкованою допомагає більш ефективно розсіювати тепло, що допомагає підтримувати стабільність ланцюгів під тепловим напруженням.Крім того, коротші електричні шляхи всередині BGA зменшують втрату сигналу, що особливо істотно для пристроїв, що працюють на високих частотах.Це поєднання довговічності, розсіювання тепла та електричної ефективності робить упаковку BGA все більш популярним вибором для сучасних електронних пристроїв, оскільки їх складність та вимоги до продуктивності зростають.
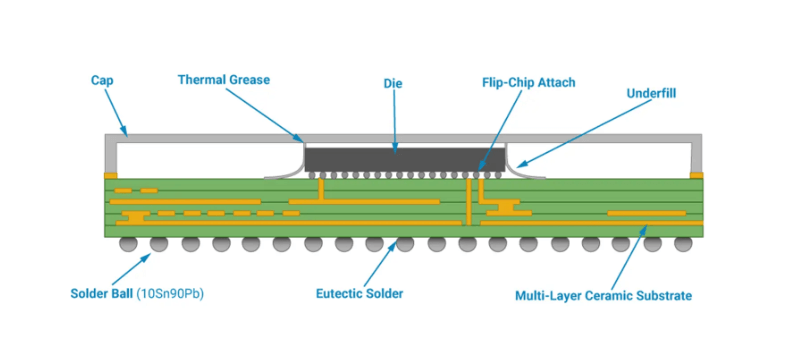
Рисунок 2: процес пайки BGA
Навігація по процесу припою BGA
Процес паяльного масиву сітки (BGA) спочатку ставився до сумнівів через занепокоєння щодо його надійності та труднощів перегляду з'єднань, прихованих під компонентом.Тим не менш, з часом пайка BGA виявилася більш надійною, ніж старі системи, як Quad Flat Packs, завдяки точному контролю під час процесу паяльного процесу.Ця покращена надійність призвела до широкого використання як у масштабному виробництві, так і в менших, прототипах PCB-складів.
Метод пайки Reflow є домінуючим у приєднанні BGA до друкованої плати (PCB).У цьому процесі вся збірка нагрівається до певної температури, де припой під BGA плаває у напівдишерний стан.Цей етап ретельно контролюється, щоб припой підтримував свою структуру і не змушує кульки припою руйнуються або злилися.Точне регулювання температури є серйозним, оскільки будь -які коливання можуть впливати на якість з'єднань.
Велика особливість процесу рефлоу - це те, як поводиться розплавлений припой.Його природний поверхневий натяг допомагає втягнути BGA в ідеальне вирівнювання з колодками друкованої плати, навіть якщо компонент був трохи поза центром при розміщенні.Ця здатність до коригування забезпечує належним чином кожен зв’язок без ручних коректив.Ці вдосконалені методи не тільки роблять пайку BGA високою надійною, але й більш ефективною, допомагаючи зробити BGA кращим варіантом у виробництві сучасної плати.
Рисунок 3: Огляд спільної спільної роботи BGA
Як ефективно оглянути суглоби BGA Poyer?
Огляд суглобів припою BGA є наполегливою частиною процесу складання, ускладненої тим, що суглоби приховані під компонентом BGA.Оскільки традиційний візуальний огляд не може отримати доступ до цих прихованих з'єднань, рентгенівські та автоматизовані методи рентгенівського огляду (AXI) використовуються для отримання чіткого неінвазивного виду припою.
Рентгенівська перевірка корисна для ретельної перевірки кожного соусу припою.Знімання дозволяє технічним працівникам гарантувати, що всі кулі паяльних кульок правильно розтанули і утворювали міцні зв’язки з друкованою друкованою.Цей крок використовується для виявлення таких проблем, як холодні суглоби, де припой не повністю розплавився, або порожнечі, які є повітряними кишенями, які можуть послабити суглоб з часом.
Завдяки рентгенівській технології інспектори можуть підтвердити, що належна кількість тепла застосовувалася під час процесу повторного повіту і що стики припою відповідають точним стандартам.Цей рівень контролю забезпечує, що кінцевий продукт є надійним і здатним протистояти операційним напруженням, з яким він може зіткнутися, допомагаючи підтримувати високу якість виробництва.
Ефективні стратегії переробки BGA в електроніці
Переробка компонента BGA - це дуже точне завдання, яке вимагає ретельного контролю над процесом нагріву.Ця робота зазвичай проводиться на спеціалізованій станції переробки, оснащеної інструментами, розробленими спеціально для роботи.Локалізоване інфрачервоне нагрівання використовується для націлювання на BGA без перегрівання деталей поблизу.Як тільки припой під компонентом тане, вакуумний інструмент обережно піднімає BGA з дошки.Протягом цього процесу тепло повинно бути контрольовано саме для того, щоб уникнути пошкодження сусідніх компонентів, підкреслюючи необхідність вдосконаленого обладнання для переробки.
Успішна переробка BGA залежить від підтримки точних налаштувань температури та контролю навколишнього середовища навколо компонента.Це запобігає впливу навколишньої схеми під час видалення та заміни несправної BGA.Завдання вимагає глибокого розуміння того, як функціонує BGAS та кваліфіковане поводження, щоб переконатися, що процес здійснюється правильно.Через ці складності BGA Rework - це делікатна операція, яка вимагає як правильного обладнання, так і досвідчених техніків, щоб підтримувати цілісність усієї збірки.
Малюнок 4: БГА ПХБ моделей земельних ділянок
Стратегії проектування для моделей земельної плати BGA
Розробка моделей Land для BGAS вимагає точної уваги до деталей, щоб забезпечити плавне та безпечне з'єднання під час складання.Земні зразки повинні бути ідеально узгоджені з сіткою BGA, гарантуючи, що кожен припойний куля точно вирівнює відповідну колодку.Основні особливості дизайну, такі як Relief Mask Mass, а в деяких випадках, що залишають прокладки, не розкриті маскою, використовуються, щоб дозволити більше припою надтікати та створити сильнішу зв’язок.Сувора прихильність до стандартів IPC корисна для досягнення рівня точності, бажаної для успішної пайки BGA.
Кожен аспект земельної схеми повинен бути ретельно спланований, щоб відповідати конкретним вимогам компонента BGA.Сюди входить коригування розміру прокладок та ретельно управління позиційними допусками, щоб переконатися, що кожне з'єднання є бездоганним.Продумане планування на етапі проектування гарантує, що процес паяття є як ефективним, так і надійним, що допомагає BGA надійно приєднатись та функціонувати належним чином у складі друкованої плати.
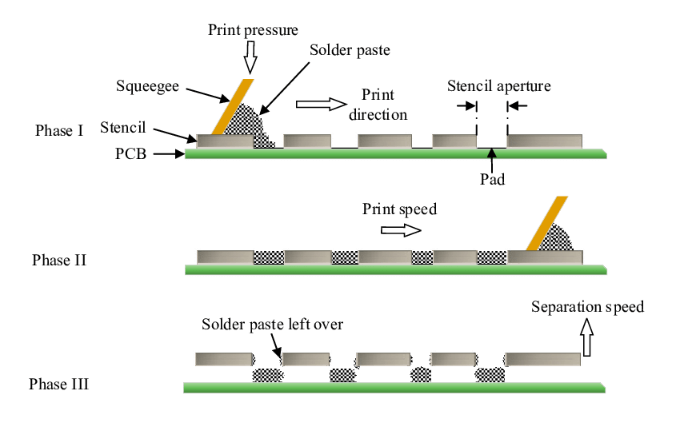
Малюнок 5: Друк для пасти BGA
Досягнення точності в друкарні пасти BGA
Застосування паяльної пасти для складання BGA вимагає точних методів трафарету, щоб переконатися, що під кожною кулею BGA осаджується невелика точна кількість пасти.Цей процес використовує лазерні трафарети, які ідеально узгоджуються з моделями земельної плати.Для подальшого підвищення точності та мінімізації дефектів, таких як балінг паяк, ці трафарети часто обробляються нанокостами.Потім мініатюрні друковані головки ретельно керують кількістю пасти, що наноситься на кожну колодку, тоді як системи оптичної перевірки перевіряють, чи розміщується паста з високою точністю.
Тип використовуваної пасти для паяльних паянок - типового типу 3 або типу 4 - залежить від в'язкості, яка потрібна для конкретного складання.Вибір пасти безпосередньо впливає на те, наскільки добре утворюються стики припою під час процесу рефлоу.Оскільки цей крок закладає основу для сили та надійності остаточних з'єднань, процес друку припою є небезпечною частиною складання BGA, що вимагає ретельної уваги до деталей для забезпечення високоякісних результатів.
Складності пайки BGA
Пайка BGAS представляє унікальні труднощі, оскільки паяні суглоби приховані під компонентом, що робить пряму візуальну перевірку неможливим.Для вирішення цього питання, такі спеціалізовані інструменти, такі як рентгенівські машини, використовуються для огляду з'єднань, тоді як інфрачервоні станції переробки дозволяють точно переоцінити компонент.Управління процесом пайки також вимагає ретельного контролю над теплом, щоб уникнути стресу паяльних суглобів, що може призвести до тріщин.Аналогічно, всі кулі припою повинні підтримувати однакову висоту (Coplanarity), щоб забезпечити послідовну продуктивність та довгострокову надійність.
Фактори навколишнього середовища, такі як старіння та чутливість до вологи, ще більше ускладнюють процес.Ці проблеми повинні бути жорстко контрольовані, щоб запобігти погіршенню суглобів припою з часом.Успішно навігація цих викликів вимагає глибокого розуміння методів паяльної пайки та використання вдосконаленого обладнання.
Різні типи масивів кулькової сітки
Технологія масиву кулькової сітки (BGA) - це метод монтажу інтегрованих схем (ІК) на друковані плати (PCB), що покращує електричне підключення та розсіювання тепла.Він використовує безліч кульок припою під компонентом для створення безпечних з'єднань.
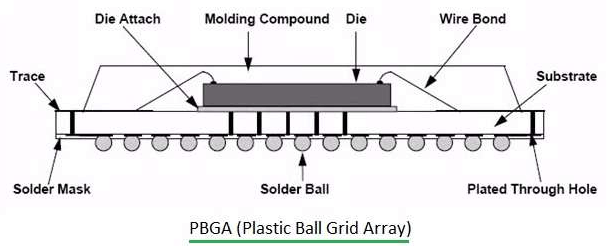
Малюнок 6: Пластикові масиви сітки для кульок (PBGA)
Пластикові BGA широко використовуються, оскільки вони доступні та забезпечують надійну продуктивність для більшості стандартних програм.Вони складаються з пластикової підкладки з припою, прикріпленими під ним.Вони часто зустрічаються в споживчій електроніці, автомобільних системах та інших пристроях, які не працюють в екстремальних умовах.Їх проста конструкція пропонує гарне електричне підключення та помірне управління теплом, що достатньо для щоденного використання.
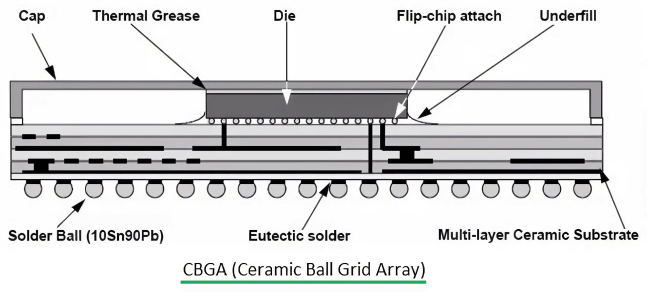
Малюнок 7: Керамічні масиви сітки з кульєю (CBGA)
Керамічні BGA використовують керамічну підкладку, що робить їх більш стійкими до тепла та електричних перешкод, ніж пластикові BGA.Ця довговічність робить їх ідеальними для вимогливих середовищ, таких як телекомунікації, аерокосмічна та висококласна сервери.Кераміка забезпечує чудову ізоляцію і може впоратися з високими температурами, і механічним напруженням, забезпечуючи довгострокову надійність пристрою.
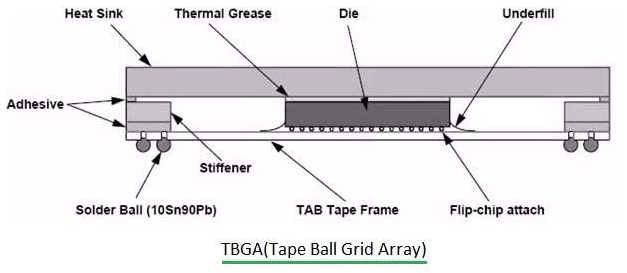
Малюнок 8: стрічка BGAS (TBGA)
Стрічка BGAS розроблена з гнучким підкладкою, яка може відповідати поверхню друкованої плати, покращуючи як механічне з'єднання, так і розсіювання тепла.Ці БГА ідеально підходять для портативної електроніки та пристроїв високої щільності, де простір обмежений.Гнучкий характер підкладки дозволяє краще керувати теплом у компактних просторах, що робить їх кращим вибором для смартфонів та інших портативних пристроїв.
Малюнок 9: Складена штамп BGAS
Складені штампи BGA використовуються на пристроях, які потребують упакування багато обробки в невеликому просторі.Цей тип стеків кілька інтегрованих схем вертикально в межах одного пакету, що дозволяє отримати більше функціональних можливостей, не збільшуючи розмір пристрою.Складені штампи BGA зазвичай зустрічаються в смартфонах, планшетах та іншій компактній електроніці, які потребують високої продуктивності в невеликому форматі.
Висновок
Дослідження технології масиву Ball Grid (BGA) підкреслює свою ключову роль у сучасному ландшафті виробництва електроніки.Як детально в цій статті, упаковка BGA не лише стосується фізичних обмежень старих методів упаковки, але й значно підвищує продуктивність за рахунок покращення управління теплом та електричної ефективності.Технічні процеси, що беруть участь у пайці BGA, інспекції та переробці, відображають прихильність до точності та надійності, гарантуючи, що електронні пристрої відповідають суворим вимогам сучасних технологічних стандартів.
Крім того, різні типи BGA, від пластичних BGA до високої теплопровідної металевої верхньої частини BGAS, що обслуговує широкий спектр застосувань, що підтверджує універсальність та пристосованість технології BGA.Зрештою, оскільки електронні пристрої продовжують розвиватися у складності та функціональності, технологія BGA залишатиметься необхідними, продовжуючи керувати інноваціями та підтримувати високі стандарти якості у упаковці напівпровідників.
Часті запитання [FAQ]
1. Як припалювати пакет BGA?
Підготовка: Почніть з очищення пакету BGA та друкованої плати (друкована плата), щоб видалити будь -які забруднення або залишки.
Вирівнювання: Ретельно вирівняйте пакет BGA на друкованій платі, гарантуючи, що всі прокладки на чіпі вирівнюються з відповідними прокладками на дошці.
Пайка: Використовуйте процес рефлоурового паяка.Помістіть друковану плату з BGA в духовку.Припой, який вже застосував до колодки, тануть і утворюватиме з'єднання під час циклу нагріву.
Охолодження: Дозвольте друкованій друкованій програмі повільно охолонути після процесу відновлення, щоб уникнути будь -якого теплового напруження.
2. Що таке BGA в пайці?
BGA означає масив кулькової сітки.Це тип упаковки на поверхні, що використовується для інтегрованих схем.Пакети BGA використовують крихітні кульки припою, закріплену на нижній стороні пакету, щоб встановити електричні з'єднання з друкованою друкованою замість традиційних проводів.
3. Як зробити пайку з м'ячем?
Розміщення м'яча: Нанесіть пасту для паянок на колодки для друкованої плати, де буде розміщено BGA.Розмістіть BGA так, що кожна куля припою вирівнюється з відповідною колодкою на друкованій платі.
Зворотний пайкий пайка: Нагрійте збірку в духовці, що відновлюється.Паста припою тане, пов'язуючи кульки припою до колодки і створюючи суцільне електричне та механічне з'єднання.
Інспекція: Після пайки огляньте з'єднання на наявність будь-яких мостів або поганих суглобів, як правило, використовуючи рентгенівську перевірку, щоб побачити під BGA.
4. Як перевірити пайку BGA?
Візуальний огляд: Спочатку перевірте наявність видимої нерівності або дефектів навколо пакету BGA.
Рентгенівська перевірка: Оскільки пайка BGA не може бути повністю перевірена візуально через приховану природу з'єднань, використовуйте рентгенівську перевірку для огляду суглобів припою під BGA.
Функціональне тестування: Нарешті, виконайте електричні тестування, щоб переконатися, що всі з'єднання функціонують правильно.
5. Якою температурою повинен бути припой BGA?
Типові температури: Точна температура пайки BGA залежить від використовуваної пасти припою.Зазвичай паста для припою, що не містить свинцю, вимагає температури від 217 ° С до 245 ° С.Перевірте технічні характеристики виробника пайки на предмет точних температур.
Профіль Reflow: Дотримуйтесь конкретного теплового профілю, який поступово нагріває збірку до необхідної температури відновлення, тримає його там досить довго, щоб забезпечити правильне плавлення припою, а потім поступово охолоджує його, щоб уникнути теплового напруження.